
HK-IRE01型 工业机器人实验平台(埃夫特E3-600)
一、工业机器人参数要求

1.埃夫特E3-600机器人本体
(1)串联6关节且本体防护等级不小于IP40;
(2)重复定位精度:≤±0.02mm;
(3)工作半径:不小于590mm;
(4)有效荷重:不小于3 kg;
(5)集成信号源与气源:手腕设不少于10路信号及不少于4路空气(5 bar);
(6)各轴运动范围//速度:J1轴 ±170°/400°/sec;J2轴 +85°/-135°/300°/sec;J3轴+185°/-65°//520°/sec;J4轴±190°//500°/sec;J5轴±130°//530°/sec;J6轴±360°/840°/sec;
2.机器人控制系统
(1)控制系统具有8路数字量输入(3个捕捉功能)PNP,24VDC光电耦合;8路数字量光电耦合输出(每一路最大输出电流为0.5A)PNP,24VDC;1路增量式编码器输入;
(2)控制系统支持最多32轴插补,通过现场总线CANOPEN或者ETHERCAT进行驱动;
(3)通信模块扩展:不少于2个通信模块,支持I/O等模块扩展;
(4)通信端口类型:不少于2个以太网,支持Modbus/TCP,Profibus DP(从站)。
二、实训台及相关配件:
(1)整个平台为立式结构,主要框架和工作面采用工业铝型材搭建,电器柜可以安装工控机、IO口扩展板、电磁阀安装位置、变频器安装位置、PLC安装位置,电气接线部分为抽屉式结构,便于接线,预留扩展区域,便于设备的扩展。工作平台为可以灵活安装各功能模块的导槽式或矩阵螺丝孔式。尺寸:≥2100mm×1000mm×900mm;材料:铝合金+钢板;平台面板为多用途可扩展设 计方式,扩展灵活;采用气动夹具:最大负载能力:≥3kg;最大抓取范围:≥15cm×15cm;最高抓取精度:≥1mm;带安装机架。
(2)触摸屏:≥7英寸;液晶显示屏分辨率:≥800×480;组态:嵌入式组态;提供与PLC通讯相配套的端口线和工控机连接的端口线。
(3)物料:尺寸:≥50mm×30mm×15mm;材料:金属材质;数量:≥10个。
(4)PLC:集成≥16路输入和≥16路输出IO口;内置≥64K大容量的RAM存储;内置高速处理≥0.065μS/基本指令;控制规模:≥32 I/O点;内置独立≥3轴100kHz定位功能:提供相关电气连接线与附属器件。
(5)气源气路:采用无油静音气泵或集中气源供气;配有调压过滤器、气路等气动元件;排气压力:≥0.7Mpa;流量:≥20L/min;噪音量:≤70dB。
★投标时提供工业机器人实训平台省级或以上检测单位出具的检测报告。
三、主要功能板块:
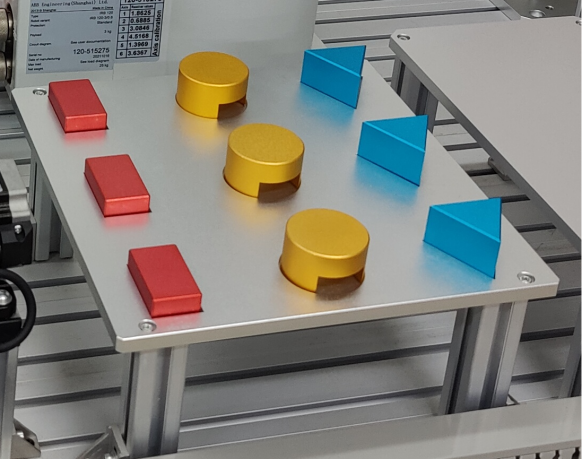
1、分拣搬运码垛: 配备圆形、三角形、方形等物料模板;机器人可精准完成各种形状物料分拣搬运;可扩充配置视觉组件,选配视觉条件下可完成全自动分拣(含颜色、位置、坐标、角度等识别);
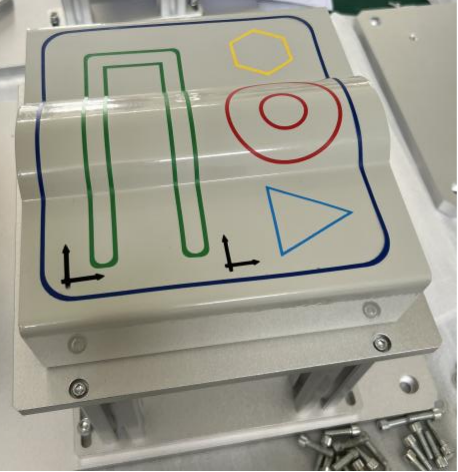
2、运动轨迹模块:TCP练习区主要作为工业机器人的基础学习环节,能动态直观的体现出TCP示教的重要性和示教的精度,能够自由更换示教尖端;可实现TCP标定练习,提供TCP标定用锥形教学块;可实现基本轨迹编程练习,提供三角形、方形教学轨迹;可实现复杂轨迹编程练习,提供曲线教学轨迹;
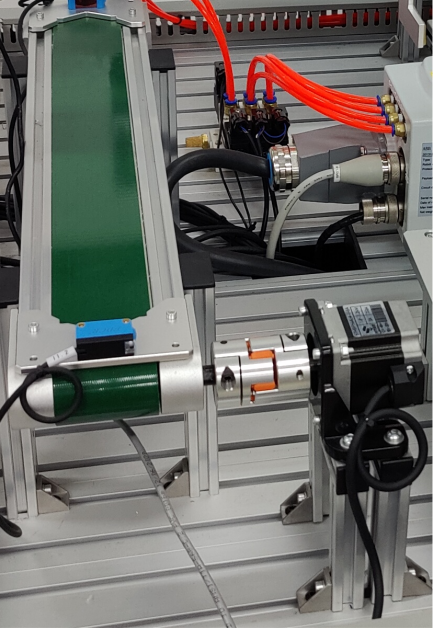
3、流水线模块:流水线应用场景与工厂实际物流情况相似,可进行机器人点位示教编程与调试,可根据学习内容不同而设置不同挑选形式,可根据工件不同采用不同的夹取夹具。
4、立体仓库:存储自动装配工件;仓位数量:≥3列3层9个;仓位承重:≥2Kg;仓位尺寸:≥100mm×70mm×80mm;外形尺寸:≥350mm×180mm×450mm;工件种类:≥3种9个;工件模块包括自动装配母件、子件等。
5、工业机器人末端安装电磁吸盘,可匹配多种夹具。同时至少配备4种工装夹具,夹具有专门的工具架安放,每个夹具的负重至少在3kg以上。按照实训项目的要求可分别配合工业机器人完成物料夹取、轨迹模拟、写字绘图等工作。

★6、云智能实验室安全管理系统
本平台将无线传输、信息处理等物联网技术应用用于自动化远程控制。设备端运行状态、数据参数等上传至云平台。物联网系统的传感层、传输层和应用层关联掌握数据与分析数据。
(1)电压、电流等模拟量数据显示。
(2)输入开关监控,输出开关等数字量控制。
(3)远程控制启停状态,给定输出电压值的。
(4)显示输入输出电压值的历史数据
(5)可按照日期、日间进行查询历史数进行查询。
(6)报警信号为PLC主机模拟量采集数值或者开关量可以自由设定,如当模拟量输入超过设定电压时产生报警,通过物联网自动化应用软件将报警信号上传到云平台,通过云平台向设置的终端推送报警信号,每台设备可对应多个终端设备。
(7)通过手机端可以实现远程控制PLC的输出及监视PLC的输入状态变化。
(8)数据显示画面:画面显示输入电压数值,输出电压监控,开关状态输入,开关控制输出,以及云端连接二维码。
(9)联网设置界面:设置现场数据连接云平台后台数据库管理。
需提供云智能实验室安全管理系统软件著作权证书原件备查,并现场演示1-3项功能视频。
★7、实验室智能电源管理系统
实训室总体智能电源管理系统由主电路、控制电路、检测保护电路、显示电路、语音报警电路等组成,整个实验室配置一套管理系统。投标时现场演示以下7.1-7.4项功能视频。
主要功能:
7.1上电系统自测
(1)主电路及控制电路上电后对线路系统进行输入电压的过压、欠压;线路对地漏电;输出负载过流的检测,任一故障存在电源输出断开。
(2)故障内容有相应文字显示。
(3)对故障进行语音报警。
7.2运行检测保护
(1)输入过压、欠压、输出过流、漏电,任一故障出现将自动跳闸,实施保护。
(2)对故障进行语音报警。
(3)保护阀值可进行现场设置。
7.3漏电功能测试
(1)按下漏电测试按钮,装置会自动提供一个漏电测试信号,使保护器跳闸。
(2)重新进行上电进入自己检测状态,文字显示“开机检测中....”,无故障情况下,实训室智能电源管理系统恢复供电。
7.4过压保护
(1)运行中,出现输入过压,实训室智能电源管理系统将跳闸。
(2)对应的“过压相”进行文字显示。
(3)语音播报“线路过压,请注意”。
7.5过流保护
(1)运行中,三相电源中任一相出现过流,实训室智能电源管理系统将跳闸。
(2)对应的“过流相”进行文字提示。
(3)语音播报“线路过流,请注意”
7.6漏电保护
(1)运行中,三相中任一相出现漏电,实训室智能电源管理系统将跳闸。
(2)对“漏电”进行文字显示。
(3)语音播报“线路漏电,请注意”。
7.7电源监控
(1)可对各相电压进行数值显示及曲线显示,显示精度±5V
(2)可对各相电流进行数值显示及曲线显示,显示精度±0.1A
(3)高压保护电压设置:
①设置范围<300V,输入1A;
②动作时间:2-5S,输入单位0.1S
(4)欠压保护电压设置:
①设置范围:>154V,输入单位1V
②动作时间:2-5S,输入单位0.1S
(5)过流保护电流设置:
①设置范围:<20A,输入单位0.01A;
②动作时间:0.5-2S,输入单位0.1S
★投标时提供工业机器人实训平台第三方检测报告原件备查。
四、实训平台可完成的实训项目
(1)工业机器人现场编程与实训操作
(2)PLC与工业机器人的通讯技术实训
(3)PLC对工业机器人的电气集成控制应用
(4)工业机器人模拟轨迹实训
(5)工业机器人图形识别实训
(6)工业机器人搬运与码垛工艺的应用
(7)工业机器人复杂装配体的组装实训
(8)PLC基本功能实训(软硬件结构、基本指令、接线、编程下载等)
(9)触摸屏的编程与应用
(10)气动控制元件的安装与调试
(11)机器人末端夹具的结构设计认知;
五、教学配套资源:
(一)教学课件资源
★1、工业机器人课程资源
(1)工业机器人的概述:工业机器人的定义、发展与应用、基本组成及技术参数、工业机器人的分类;
(2)工业机器人的机械系统:工业机器人的1轴结构、工业机器人的2轴结构、工业机器人的3轴结构、工业机器人的4轴结构、工业机器人的5轴结构、工业机器人的6轴结构、工业机器人的机身结构、工业机器人的行走结构、工业机器人的驱动装置和传动单元;
(3)工业机器人的运动学与动力学:工业机器人的连杆参数和齐次坐标变换矩阵。
(4)工业机器人的控制系统:工业机器人控制装置、工业机器人驱动装置、工业机器人检测装置;
(5)工业机器人的编程:工业机器人的编程方式、工业机器人的示教编程、工业机器人的编程语言、工业机器人的语言系统结构和基本功能、常用工业机器人编程语言、工业机器人的离线编程、工业机器人的离线编程仿真软件及编程示例;
(6)工业机器人的典型应用:焊接机器人的应用、搬运机器人的应用、码垛机器人的应用、涂装机器人的应用、装配机器人的应用;
(7)提供汽车生产线工业机器人应用的高清视频。
★2、PLC编程教学课件资源
(1)S7-1200PLC的认知:S7-1200PLC简介、S7-1200PLC工作原理及运行模式、S7-1200PLC特点、S7-1200PLC扩展功能、PLC应用技术人才培养;
(2)TIA博图软件的使用:TIA 博图集成软件开发平台、TIA 博图集成软件简介、入门实例;
(3)控制单元的程序设计、指令编写、硬件选型和设计、课后思考与练习等内容。模块至少包括:八路抢答器、三相异步电机的星三角降压启动、运料小车往返控制、十字路口交通灯的控制、电动机组的启停控制、HMI控制液体混合、G120变频器的电机控制。
(4)小型自动化生产线的设计
课件资源具有产品的搬运、检测和传输分拣功能,整个系统由送料单元、机械手搬运单元、步进电机多点定位输送单元和传送带输送分拣单元等组成。具体的项目设计要求如下:
1)本设计的要求使用通过触摸屏与控制台按钮操作,控制生产线的自动运行。生产线通电以后,系统自行检测初始状态是否满足运行条件,如不满足则自行复位或手动调整,若满足则触摸屏显示准备就绪;
2)在准备就绪的情况下,按下启动按钮,生产线开始按顺序运行,供料单元开始工作,电机驱动转盘将工件送到物料台上;电机运行10秒后,若物料台光电开关没有检测到物料,说明已没有物料,开始报警;若检测到物料,则一号搬运机械手开始动作;
3)物料台有料,一号机械手臂伸出并下降夹取工件,夹取到工件后机械手上升缩回并旋转到右侧限位;然后机械手伸出下降将工件放到步进电机输送单元的供料台上,一号搬运机械手恢复到初始状态,等待下一次运行;
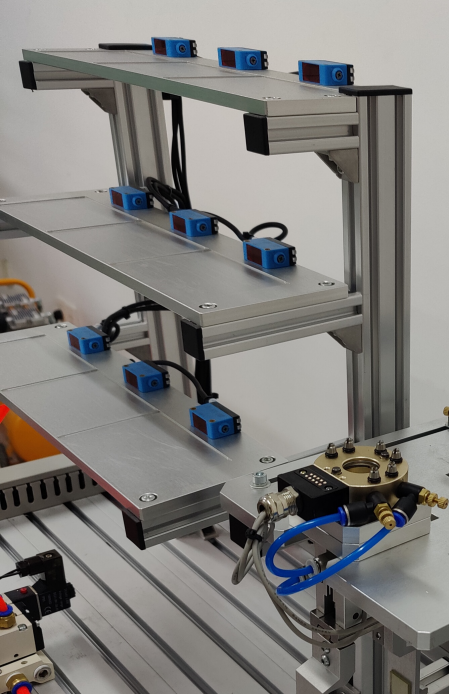
4)当步进电机输送单元传感器检测到供料台工件后,步进电机前往高度检测单元进行检测;到达后通过超声波传感器进行高度检测,检测完毕后;步进电机运行到二号搬运机械手位置;
5)到达二号搬运机械手位置后;二号搬运机械手伸出、爪夹取工件,机架台上升,旋转到右限位,伸出手臂,机架台下降,手爪放松,将工件放到传送带上,同时二号搬运机械手复位;
6)当传送带单元传感器检测到工件时,传送带开始工作,根据工件的颜色、材料进行分拣;分拣结束后,供料台回到供料位置,等待下一次运行。
(5)用户手册:包括与S7-1200、有关硬件、软件和通信的手册,数量不少于二十多种。
★课件资源提供详细的配件实物图片及参数功能介绍、硬件组成图解、程序指令、程序设计、气动原理图、电气原理图、硬件组态等,图文并茂。投标时提供内容相对应的不少于十张的课件截图。

